



摘要:近年來,食品3D打印技術(shù)發(fā)展迅速,呈現(xiàn)的形式也多樣化。該文介紹了擠出型、粉體凝結(jié)型和噴墨型食品3D打印技術(shù)的工作原理、應(yīng)用范圍、優(yōu)缺點及市場應(yīng)用情況。同時,3D打印的食品原料需要滿足3個特性:打印性、適宜性和后加工性。目前,制約食品3D打印技術(shù)發(fā)展的因素主要是打印原料的局限性、流動性、打印速度、打印后模型的穩(wěn)定性等。同時亟需將食品3D打印技術(shù)與食品營養(yǎng)學(xué)科相結(jié)合,在開發(fā)不同人群或個性化營養(yǎng)需求食品制造上尋找到突破口,為營養(yǎng)健康食品產(chǎn)業(yè)帶來新革命。
關(guān)鍵詞:食品;加工;3D打??;成型原理;個性化營養(yǎng)
引言
3D打印是迅猛發(fā)展的快速成型技術(shù)催生而出的一項新興技術(shù)。3D打印技術(shù)又稱為“增材技術(shù)”,可將金屬、塑料、橡膠、石膏等材料通過熔融擠出、粉末燒結(jié)、光敏反應(yīng)等途徑制造出預(yù)先設(shè)定的形狀。由于該技術(shù)能將復(fù)雜的加工工藝進行數(shù)字化操作,具有精度高、速度快、成本低等優(yōu)勢,因此被認為是推動工業(yè)4.0變革的重要技術(shù)手段。3D打印技術(shù)首先在生物器官、汽車制造、房屋建造等方面取得了突破進展,但是在食品制造領(lǐng)域也已嶄露頭角。
目前消費者對食品的關(guān)注主要集中在營養(yǎng)、口味、外觀和方便性等方面。中國居民的膳食營養(yǎng)結(jié)構(gòu)不平衡是影響國民健康的重要因素,因此越來越多的消費者更關(guān)注食品的營養(yǎng)。將3D打印技術(shù)引入營養(yǎng)健康食品加工領(lǐng)域,采用多品種的原料混合復(fù)配,使蛋白、脂肪、碳水化合物、維生素、礦物質(zhì)及其他功能因子等營養(yǎng)素成分按照需求比例加以平衡,在滿足原料3D加工適宜性的前提下,打印成為營養(yǎng)均衡、美味可口、外觀優(yōu)美、方便食用的新型食品,實現(xiàn)對團體人群或個性化精準營養(yǎng)的配餐供應(yīng),應(yīng)用前景十分廣闊。
1 食品3D打印的方式
1.1 擠出型食品3D打印
擠出型食品3D打印通過數(shù)字化控制擠出過程,按照設(shè)定的路徑一層一層地打印,最終得到三維食品。擠出型食品3D打印是食品打印的一種重要形式,可以實現(xiàn)數(shù)字化的三維設(shè)計和食品的營養(yǎng)控制。該打印方式操作簡單,但是對食品物料的流動特性要求較高。
擠出型3D打印首先根據(jù)加工需要設(shè)計三維模型,然后通過三維軟件建立立體模型,隨后將建立的立體模型輸入到3D打印機系統(tǒng)內(nèi),在3D打印機上設(shè)定操作參數(shù),并結(jié)合物料加工特性制定物料的加工流程,如圖1所示。
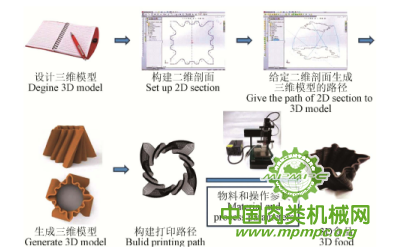
圖1 擠出型食品3D打印的工藝流程
1.1.1 擠出型食品3D打印坐標形式
擠出型食品3D打印的驅(qū)動路徑需通過坐標系實現(xiàn)。目前應(yīng)用到食品3D打印機中的坐標系主要有4種形式:笛卡爾(Cartesian)坐標、三角(delta)坐標、極(polar)坐標和平面關(guān)節(jié)(scara)坐標,如圖2所示。
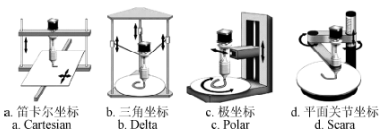
圖2 擠出型食品3D 打印坐標形式
1)笛卡爾(Cartesian)坐標
笛卡爾坐標的食品3D打印機共有x、y和z 3個坐標軸,打印噴頭和模型之間可以前后、左右和上下的相對運動,如圖2a所示。該坐標應(yīng)用在3D打印上,目前有3種常用的實現(xiàn)形式。第1種是下方底板不動,上方打印噴頭按照預(yù)定的程序?qū)崿F(xiàn)x、y和z 3個坐標軸的運動,例如西班牙Natural Machines食品3D打印機Foodini如圖3a;第2種是底板實現(xiàn)Z軸方向的上下運動,上方打印噴頭實現(xiàn)x-y坐標軸方向的運動,例如江蘇食品藥品職業(yè)技術(shù)學(xué)院孫鐵波等人研制的3D奶油打印機和中國農(nóng)業(yè)科學(xué)院農(nóng)產(chǎn)品加工研究所研制的食品3D打印機,如圖3b;第3種是底板實現(xiàn)Y軸方向的前后運動,上方打印噴頭實現(xiàn)x-z坐標軸方向的運動。

圖3 笛卡爾坐標食品3D打印機
由于笛卡爾坐標系的3D食品打印機設(shè)計簡單,容易維護和校準,控制精準,控制程序簡單,最初的3D食品打印機多采用該坐標系完成打印。但打印速度慢、組成機構(gòu)復(fù)雜和價格相對昂貴等因素是制約該坐標系打印機發(fā)展的瓶頸。
2)三角(delta)坐標
三角(delta)坐標的食品3D打印機噴頭通過3個機械手臂控制,類似于機械手,其底座固定不動,通過3個機械手臂帶動打印噴頭實現(xiàn)空間的幾何運動,如圖2b所示。目前,市場上常見的三角(delta)坐標的食品3D打印機有Pinya3和波蘭的Tytan 3D(圖4)。
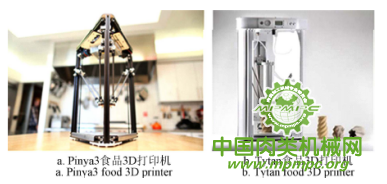
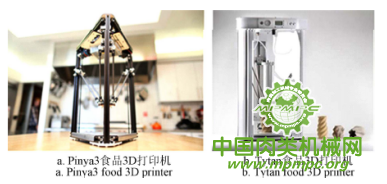 圖4 三角坐標食品3D 打印機
圖4 三角坐標食品3D 打印機 與笛卡爾坐標的食品3D打印機相比,三角坐標的食品3D打印機由于結(jié)構(gòu)簡單,使得3D打印機制造成本更低。三角坐標食品3D打印機的打印速度較快,能在短時間內(nèi)制作1個體積比較大的食品,但是打印的精度相對較低,控制程序比較復(fù)雜。由于三角坐標的食品3D打印機加速或者減速比較快,容易造成振動,不利于打印食品的穩(wěn)定性。
3)極(polar)坐標
極坐標的食品3D打印機由底盤、擠出噴頭和支桿組成。底盤可實現(xiàn)旋轉(zhuǎn)運動,擠出噴頭可實現(xiàn)上下移動和繞支桿的旋轉(zhuǎn)運動。目前市場上的極坐標食品3D打印機有荷蘭的TNO食品3D打印機(圖5a)和XOCO巧克力3D打印機(圖5b)。

圖5 極坐標食品3D打印機
根據(jù)極坐標的食品3D打印機的機械構(gòu)成特點,該形式的食品3D打印機的打印速度較快,但是打印的食品形狀受限制,僅能打印以圓形為基礎(chǔ)路徑的空間形狀。
4)平面關(guān)節(jié)(scara)坐標
平面關(guān)節(jié)坐標的食品3D打印機設(shè)計思想源于機器人的手臂,2根可相對旋轉(zhuǎn)的連桿實現(xiàn)x、y方向的運動;連桿機構(gòu)固定在主機上,可實現(xiàn)z方向的上下運動。該類型的食品3D打印機由哥倫比亞大學(xué)設(shè)計,并制作了許多產(chǎn)品,如圖6所示。該種形式的食品3D打印機結(jié)構(gòu)設(shè)計相對簡單,制造成本亦相對較低。

圖6 哥倫比亞大學(xué)的平面關(guān)節(jié)坐標食品3D打印機
不同坐標形式的3D打印機均有優(yōu)缺點,主要體現(xiàn)在打印速度和打印精度不同。在選擇打印機的時候,需綜合考慮打印速度和打印精度的影響,選擇合適的坐標形式打印機。
1.1.2 擠出食品3D 打印的擠出原理
擠出型3D打印機的擠出原理主要有3種方式:注射器式擠出、氣壓式擠出和螺桿式擠出,如圖7所示。
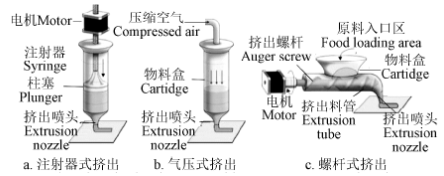
圖7 擠出型食品3D打印的擠出原理
1)注射器式擠出原理
注射器式擠出原理的食品3D打印機擠出系統(tǒng)由電機、注射器、柱塞和擠出噴頭組成,如圖7a。注射器腔體可用于儲存食品物料,柱塞由電機轉(zhuǎn)動向下運動,使得注射器內(nèi)部的物料通過擠出噴頭均勻擠出。運用該擠出原理的食品3D打印機主要有英國的ChocCreator(圖8a)、3D Systems公司與巧克力食品巨頭好時公司合作開發(fā)的CocoJet(圖8b)以及臺灣三維公司的XYZ食品3D打印機(圖8c)。注射器式食品3D打印機適用于半固態(tài)和固態(tài)物料的擠出,例如土豆泥、豆沙等原料。
圖8 注射器式擠出食品3D打印機
2)氣壓式擠出原理
氣壓式擠出原理的食品3D打印機擠出系統(tǒng)由氣泵、物料盒和擠出噴頭組成,如圖7b。物料存放在物料盒中,在氣泵中壓縮空氣的推動下,物料通過擠出噴頭擠出。目前應(yīng)用該擠出原理的食品3D打印機有TNO和Barilla共同開發(fā)的意大利面3D打印機(圖9)。氣壓式擠出原理的食品3D打印機適合打印流體狀物料,物料流動性較好。壓縮空氣需要通過消毒和過濾再連接到食品3D打印機。

圖9 意大利面3D 打印機
3)螺桿式擠出原理
螺桿式擠出原理的食品3D打印機擠出系統(tǒng)由電機、螺桿、物料盒、原料入口處和擠出噴頭組成,如圖7c。物料通過原料入口處進入物料盒,電機帶動螺桿向前擠出物料,最終物料通過擠出噴頭擠出成型。此種擠出形式的空間控制不易實現(xiàn),目前應(yīng)用較少。
3種擠出原理的食品3D打印機,適合擠出的原料不同。在選擇打印機時,根據(jù)原料的特性,選擇相對應(yīng)擠出原理的食品3D打印機,從而得到滿意的打印食品。
1.1.3 擠出食品3D打印的成型原理
擠出食品3D打印機的打印原料狀態(tài)不同,成型原理也不同,主要有3種形式:常溫擠出、加熱熔融擠出和凝膠形成擠出,如圖10所示。
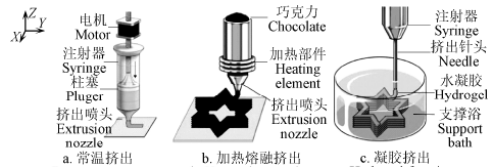
圖10 擠出型食品3D 打印成型原理
1)常溫擠出成型
常溫擠出成型的食品3D打印原料,自身具有一定的黏度,可以相互黏連成型。此種形式打印出來的產(chǎn)品需要通過焙烤、油炸、蒸制等形式進行熟化,如圖11所示。打印出來的產(chǎn)品包括披薩、餅干、煎餅等。原料多采用黃油、芝士、面粉、雞蛋、牛奶等,需要將上述原料混合均勻,形成均勻的固態(tài)、半固態(tài)或流體狀的打印原料。
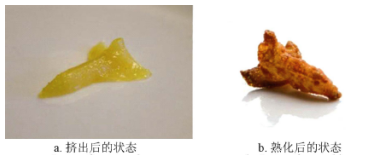
圖11 常溫擠出成型的3D打印食品
2)加熱熔融擠出成型
加熱熔融擠出成型的食品3D打印原料多為巧克力豆或巧克力粉。巧克力豆或巧克力粉加熱之后呈現(xiàn)熔融狀態(tài),流動性好,容易成型。擠出成型后,在常溫條件下凝固,使得3D打印的形狀能夠保持較長時間,打印出的成品一般不需要再熟化,可以直接食用,如圖12所示。由于巧克力打印凝固后形狀穩(wěn)定,可以打印形狀復(fù)雜的模型,例如鏤空模型。

圖12 3D 打印的巧克力食品
3)凝膠擠出成型
凝膠擠出成型的食品3D打印原料中含有具有物理凝膠特性的成分,在不同溫度下呈現(xiàn)不同的狀態(tài)。在原料中加入具有凝膠特性的成分,例如瓊脂,根據(jù)配方要求配備成不同比例的均勻溶液,加入到食品3D打印機中,通過擠出頭擠出打印成型,有時需要在一個溫度較低的水浴中完成定型。此種擠出成型的食品3D打印機由日本山形大學(xué)發(fā)明,如圖13所示。另外一個應(yīng)用范圍比較廣的是糖果擠出成型機,例如德國糖果公司Katjes的糖果3D打印機及糖果產(chǎn)品(圖14)。
常溫擠出由于需要進行后處理熟化加工,產(chǎn)品穩(wěn)定性沒有加熱熔融擠出和凝膠擠出產(chǎn)品的穩(wěn)定好,產(chǎn)品的可打印的復(fù)雜程度也不如其他2種擠出形式。

圖13 日本山形大學(xué)的凝膠擠出成型食品3D打印機
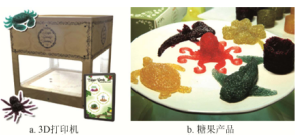
圖14 德國糖果公司Katjes 的糖果3D打印機及糖果產(chǎn)品
1.1.4 擠出型食品3D打印原料的選擇
為了打印出質(zhì)量優(yōu)越的食品,除了選擇適合的3D打印形式之外,還需要選擇能夠滿足某種3D打印形式的原料。3D打印的食品原料需要滿足3個特性:打印性、適宜性和后加工性。
打印性對于擠出型3D打印來說主要指的是原料的流變性、熱特性(熔點和玻璃轉(zhuǎn)化溫度)和凝膠特性等。淀粉的凝膠特性可以改變糊狀3D打印的食品原料的黏度,從而影響3D打印的打印性和適宜性。淀粉含量增加使得食品原料黏度降低,力學(xué)強度增加,形狀穩(wěn)定性好。蛋白的凝膠性有利于3D產(chǎn)品的成型,無機鹽的加入,可改變蛋白的特性,從而影響整個原料的流變性能。含有不同種類蛋白的糊狀原料其黏度和流變性不同,因此在3D打印原料中添加蛋白來改變原料的流動特性時,要根據(jù)其流變特性的需求,選擇合適的種類和添加量。水的加入,會降低淀粉、蛋白以及明膠等食品聚合物的玻璃轉(zhuǎn)化溫度。不溶性物料的顆粒組成、粒徑大小和形狀均對糊狀3D打印原料的流變性和力學(xué)性能有影響。富含纖維素的原料由于粉碎不充分,含有纖維素的原料會堵塞噴頭。當富含纖維素的原料中添加富含脂肪的原料之后,流動性變好,因為脂肪可以作為原料的增塑劑或者潤滑劑。糊狀擠出物料在高剪切下需要黏度足夠低,易于擠出,擠出沉積之后物料必須迅速恢復(fù)高黏度,以保持形狀的穩(wěn)定性。
并不是所有的食品原料都適合擠出型的食品3D打印,其適宜性受原料特性的限制。對于需要后續(xù)進行熱處理的擠出型食品3D打印,后加工性也是需要考慮的一個重要因素。3D打印糊狀原料的組成對其后處理影響很大,例如不同糊狀原料組成的加熱干燥和冷卻干燥的處理時間不同,最終產(chǎn)品的狀態(tài)也不同。當原料中加入谷氨酰胺轉(zhuǎn)胺酶和黃原膠后,可改善3D打印產(chǎn)品的穩(wěn)定性;在曲奇中,通過改變黃油、蛋黃和糖的濃度可改善烹飪過程中曲奇形狀的穩(wěn)定性。
1.2 粉體凝結(jié)型食品3D打印
粉體凝結(jié)型打印是食品3D打印中常用的另外一種打印形式,通過將粉末按照設(shè)定的模型逐層凝結(jié),最終形成一個完整的3D打印模型。該食品3D打印形式與擠出型打印形式相比,打印速度較快,并可打印出形狀較為復(fù)雜的食品。
粉體凝結(jié)型打印主要有3種形式:選擇性激光燒結(jié)(selective laser sintering,SLS)、熱空氣熔融燒結(jié)(selectivehot air sintering and melting,SHASAM)和液體黏合(liquidbinding,LB)。首先確定好要打印模型的形狀,并對圖形逐層進行分解,通過熱源(激光或熱空氣)或液體黏結(jié)劑對粉末床上原料進行加熱凝固或黏結(jié),完成一個截面圖形之后,粉末床向下降一層,添加一層新的粉末層,重復(fù)上述流程,得到預(yù)先設(shè)計的模型,打印工藝流程如圖15所示。
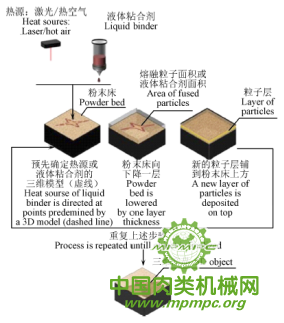
圖15 粉體凝結(jié)型食品3D 打印工藝流程
粉體凝結(jié)型3D打印多采用笛卡爾坐標,對于液體黏結(jié)中黏結(jié)劑,由于黏結(jié)劑的流動性要求,黏結(jié)劑的擠出多采用氣壓式擠出。
1.2.1 選擇性激光燒結(jié)(SLS)
選擇性激光燒結(jié)(SLS)技術(shù)是采用紅外激光器作能源,使粉末造型材料凝結(jié)成型。食品3D打印也可以以激光作為熱源,使打印出的食品粉末經(jīng)過激光燒結(jié)形成預(yù)先設(shè)計的食品形狀,其打印工藝流程如上所述。由于該種形式的3D打印是通過逐層鋪設(shè)不同的粉體完成的,每層的粉體可以不同,可完成不同原料,特別是營養(yǎng)素均衡搭配的食品加工。激光的選擇對打印食品質(zhì)量影響很大。主要原因是激光對原料的熔化程度影響較大,包括原料的激光吸收率與激光的波長、粉末的致密程度與激光的能量密度等因素有關(guān)。
荷蘭TNO公司食品3D打印采用選擇性激光燒結(jié)的形式,以糖粉、巧克力粉、咖喱粉等制作了不同形狀的3D打印食品,如圖16所示。
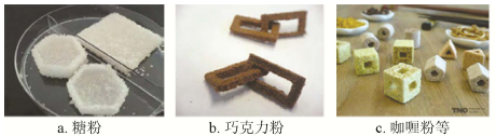
圖16 選擇性激光燒結(jié)3D打印食品
1.2.2 熱空氣熔融燒結(jié)(SHASAM)
熱空氣熔融燒結(jié)(SHASAM)食品3D打印與選擇性激光燒結(jié)食品3D打印相類似,只是將激光熱源替換為熱空氣,工藝流程如上所述,打印食品如圖17所示。熱空氣的溫度和氣流速度對于此類型的打印食品至關(guān)重要。

圖17 熱空氣熔融燒結(jié)3D打印食品
1.2.3 液體黏合(LB)
液體黏合(LB)食品3D打印通過具有黏結(jié)性能的液體,將二維的粉體薄片組合成復(fù)雜的三維模型。對于食品3D打印,黏結(jié)劑也可以同時作為口味、色澤等的調(diào)節(jié)劑,豐富打印食品的風(fēng)味和色彩。目前應(yīng)用比較廣泛的是在糖粉領(lǐng)域,可制作色彩多樣、形狀各異的糖果產(chǎn)品,如圖18所示。
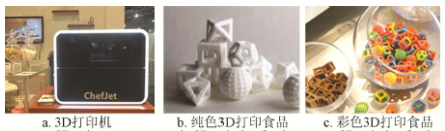
圖18 液體黏合3D 打印機和3D打印食品
3種不同形式的粉體凝結(jié)型食品3D打印,打印速度較快,打印的模型較復(fù)雜,但是其原料的特性要求較高。
1.2.4 粉體凝結(jié)型食品3D打印原料的選擇
對于粉體凝結(jié)型食品3D打印的原料最重要的是要滿足原料的打印性。粉體凝結(jié)型食品3D打印原料的打印性主要指粉體的粒度分布、堆積密度、潤濕性和流動特性等。理想的粉體凝結(jié)型3D打印粉末原料粒徑分布是雙峰或者多峰分布,這樣有助于粉末的散布和增強其附著力。較小的顆粒填充在較大顆粒的縫隙中間,形成比較致密的結(jié)構(gòu),降低孔隙率。根據(jù)3D打印的應(yīng)用程序和期望模型的最小特征尺寸,原料顆粒的中位粒徑在20到100μm之間比較合適。相關(guān)研究表明,中位粒徑在30到100μm的顆粒原料比細顆粒原料組成的模型機械強度更高。粉體的流動特性與粉體顆粒的形狀、大小、顆粒之間的相互作用、粉末密度、壓縮性以及粉末與設(shè)備之間的摩擦有關(guān)。球形粉體的流動性最好;粗顆粒比細顆粒流動性好。空氣的濕度會影響粉末的靜電力,從而影響粉末的流動性。
對于液體黏合3D打印來說,除了粉末原料特性之外,還需選擇合適的黏結(jié)劑。在噴射過程中,黏結(jié)劑液滴需要保持球形,不能有拖曳和合并現(xiàn)象,在一定的速度下能保持直線運動,并準確的降落在預(yù)定的位置上。
可通過公式(1)計算來評價黏結(jié)劑的噴射性Z,充分考慮了噴射條件下材料上的黏性、表面張力和慣性力。Z值在1~10范圍內(nèi),產(chǎn)生的液滴比較穩(wěn)定。

式中η代表黏度,γ代表表面張力,ρ代表密度,L代表公稱尺寸(噴嘴直徑/液滴直徑)。
食品3D打印中的黏結(jié)劑大多采用的是糖和淀粉粉末混合物與水或醇基的混合液體。由于糖含量太多不利于身體健康,因此需要找到其他的替代物。纖維素作為一種天然的多糖,由于人體消化道內(nèi)部不存在纖維素酶,是一種0cal的膳食纖維。研究表明,在適當?shù)臈l件下,經(jīng)過球磨法破壞的結(jié)晶纖維素得到的纖維素粉末可以重新結(jié)晶,形成剛性結(jié)構(gòu)。黃原膠是一種剪切變稀的多糖。在纖維素粉末中添加少量的黃原膠有利于提高噴墨性能,與纖維素協(xié)同增強結(jié)合性能。
1.3 噴墨打?。↖JP)
噴墨食品(Inkjet printing,簡稱IJP)3D打印是在已有的食品上加入裝飾,是二維打印在食品中應(yīng)用的延伸。裝飾品原料在打印過程中需維持流動狀態(tài),流動的原料通過擠出噴嘴到原有食品上,不同于擠出食品3D打印,噴墨食品3D打印不是整體逐層打印,而是采用局部打印的形式,最終完成一個整體,實現(xiàn)原理如圖19所示,打印速度較快,可實現(xiàn)工業(yè)化生產(chǎn)。噴墨食品3D打印有的可以自己成型,如Foodjet公司的圖形裝飾,如圖20a所示;有的需要通過原有食品腔體對裝飾原料進行固形,如腔體沉積和表面填充,如圖20b、20c所示。

圖19 噴墨食品3D打印原理
噴墨打印實現(xiàn)過程中,采用笛卡爾坐標系,原料通過氣壓式控制完成擠出。巧克力等噴涂需要加熱后擠出,披薩醬等擠出常溫擠出即可。
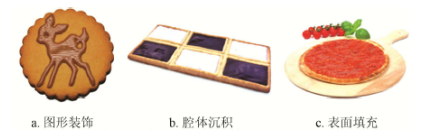
圖20 噴墨3D 打印食品
噴墨打印中圖形裝飾原料多采用巧克力,腔體沉積和表面填充的原料多采用流動性較好的奶油、意大利面醬等。
2 食品3D打印與群體或個性化營養(yǎng)食品
2.1 膳食營養(yǎng)與健康
食物中可以被人體吸收利用的物質(zhì)叫營養(yǎng)素。碳水化合物(糖類)、脂肪、蛋白質(zhì)、維生素、水和無機鹽是人體所需的六大營養(yǎng)素,其中碳水化合物(糖類)、脂肪和蛋白質(zhì)可為人體提供能量。人體每天對必需營養(yǎng)素的需要量由年齡、性別、身高、體重和新陳代謝程度等決定。
目前世界上共有4種主要的膳食模式,不同膳食模式的食品所含的熱量和營養(yǎng)素不同,長期食用會對身體造成不同的影響。一是以動物性食物為主的膳食模式,又稱為西方膳食模式,具有“三高一低”特點——高熱量、高脂肪(膽固醇)、高蛋白質(zhì)和低膳食纖維,優(yōu)質(zhì)蛋白質(zhì)在膳食結(jié)構(gòu)中占的比例高,但容易造成熱量過剩。二是以植物性食物為主、動物性食物為輔的膳食模式,又稱東方膳食模式,我國以此種膳食模式為主,該膳食具有低熱能、低蛋白、低脂肪、高碳水化物的“三低一高”特點,富含維生素、膳食纖維等營養(yǎng)素,同時優(yōu)質(zhì)蛋白質(zhì)攝入不足,容易造成營養(yǎng)不良和勞動能力低下。三是動植物性食物均衡的膳食模式,動植物性食物消費量較為平衡,能量、蛋白質(zhì)、脂肪的攝入量基本上符合營養(yǎng)的要求,有利于預(yù)防營養(yǎng)相關(guān)疾病。四是地中海膳食模式,蔬菜、水果、魚肉、豆類等食物較多,而紅肉較少,并且烹飪時用植物油代替動物油,尤其提倡用橄欖油,富含膳食纖維等復(fù)合碳水化合物,飽和脂肪酸攝入量低。不同人群根據(jù)自身條件的不同,需要選擇正確的膳食模式。例如高血壓人群適宜選擇地中海膳食模式,超重或肥胖人群不適合西方膳食模式,糖尿病人群適合均衡的膳食模式。合理的膳食,特別在人年輕時,是預(yù)防許多疾病的關(guān)鍵因素。
隨著經(jīng)濟的發(fā)展,越來越多的人開始關(guān)注食品營養(yǎng)、身體健康,注重食品的私人個性化定制。在一些健康膳食中,某種食品原料由于味道比較特殊,不被食用者接收,可通過食品3D打印的手段,將各種不同的原料進行配置,調(diào)整食品的風(fēng)味和滋味,同時利用3D打印成型的方式豐富食品的外觀和色澤,增強食欲。營養(yǎng)健康和智能制造的大產(chǎn)業(yè),為食品3D打印開拓了一個新紀元。食品3D打印作為一種可以數(shù)字化控制食品的原料組成以及口味變化的加工形式,越來越受到不同種人群的青睞,特別是孕乳婦、嬰幼兒、老年人、肥胖癥人、糖尿病人、高血脂病人等特殊人群。
2.2 食品3D打印與膳食營養(yǎng)的結(jié)合方式
由于不同人群身體狀況不同,對各種營養(yǎng)素的需求不同,所需食品各異。利用3D打印技術(shù)制作不同人群所需的食品,可按照該人群所需的營養(yǎng)素配比進行原料配置,制定合理的膳食。首先根據(jù)該人群營養(yǎng)素比例的需要,合理地制定規(guī)劃膳食食譜。將食譜中原料進行處理,使其滿足3D打印的條件,進而得到打印原料的密度。然后,根據(jù)人群所需營養(yǎng)素的質(zhì)量以及能量,計算得到打印食品的體積。最后,根據(jù)體積建立相應(yīng)的三維模型,將處理好的原料放入食品3D打印機,同時將建好的三維模型輸入食品3D打印機,最終得到該人群所需的營養(yǎng)定制食品。但是,由于打印的食品大多要通過熱加工進行熟化,需要對原有的原料配方進行微調(diào)。例如:為解決老年人群的吞咽和咀嚼困難等問題,利用食品3D打印技術(shù)(Foodjet)制作出了柔軟并具有特殊紋理方便吞咽的老人專用食品,此種食品的制作過程還加入了營養(yǎng)需求的特殊強化,保證滿足老年人群的營養(yǎng)需求。對于幼兒,可以通過形狀各異的3D打印食品來提高其食欲,保證其營養(yǎng)元素的均衡,促進幼兒發(fā)育成長。
隨著科技的發(fā)展以及在前人的研究基礎(chǔ)上,在不同人群的膳食營養(yǎng)指南以及個人基因檢測結(jié)果指導(dǎo)下,將食品3D打印技術(shù)和精準營養(yǎng)相配合,在滿足視覺盛宴的同時,針對不同個性化的營養(yǎng)和能量需求,將各種原料進行營養(yǎng)和能量分析并進行科學(xué)配伍,實現(xiàn)精準營養(yǎng)的3D打印制造,最大程度滿足個性化營養(yǎng)健康的需求。
3 展望
食品3D打印從興起到現(xiàn)在,打印技術(shù)越來越趨于成熟。各種食品3D打印方式應(yīng)運而生,能滿足不同的打印需求,為食品加工行業(yè)帶來了新的發(fā)展機遇。不同的打印方式可打印多種形式的3D食品,目前應(yīng)用較廣泛的是擠出型食品3D打印,但是由于食品原料的復(fù)雜性等原因,制約其發(fā)展的是打印速度和模型打印后的穩(wěn)定性;粉體凝結(jié)型食品打印3D打印,打印速度較快,但原料特性要求較高;噴墨打印比較容易實現(xiàn)工業(yè)化,但打印的模型相對較簡單。
為加速食品3D打印技術(shù)的發(fā)展,今后需從四方面開展深入研究,一是食品3D打印原料特性的研究,對于擠出型食品3D打印,通過研發(fā)食品3D打印原料助劑,改善原料的流動性,研究物料的凝膠特性,提高打印產(chǎn)品的穩(wěn)定性;對于粉末凝結(jié)型食品3D打印,通過微膠囊技術(shù)來對粉體的粒徑進行干預(yù)。二是開發(fā)精準營養(yǎng)3D打印全流程智能化控制軟件,對食品3D打印程序進行優(yōu)化,增加打印噴頭數(shù)量,提高打印效率;改用新的熱加工方式,例如遠紅外加熱、過熱蒸汽加熱等,縮短加熱熟化時間。三是創(chuàng)制一批精密度高、協(xié)同性強、高效穩(wěn)定的家庭用3D打印裝備;研發(fā)可自感知、自學(xué)習(xí)、自決策、自執(zhí)行和自適應(yīng)的工業(yè)化生產(chǎn)線。四是增強食品營養(yǎng)科學(xué)與3D打印技術(shù)的結(jié)合,針對不同人群,例如嬰幼兒、老年人、糖尿病人、高血脂病人等特殊人群,進行特殊膳食食譜的開發(fā),實現(xiàn)精準營養(yǎng)食品的個性化定制。
與此同時,應(yīng)加大3D打印技術(shù)的科普宣傳,讓更多的消費者認識并認可這項新興技術(shù)對人類飲食健康生活的改變,進而推動家庭制作式和社會化供應(yīng)式的3D打印食品產(chǎn)業(yè)并駕齊驅(qū)。

用")

