



摘要:針對(duì)目前國(guó)內(nèi)家禽屠宰凈膛作業(yè)中自動(dòng)化程度低、設(shè)備配套性差、凈膛破損率較高等問(wèn)題,設(shè)計(jì)了一套小型智能化家禽低內(nèi)臟破損率凈膛流水線系統(tǒng)。系統(tǒng)由家禽凈膛流水線裝置、夾取式凈膛機(jī)械手、觸覺(jué)系統(tǒng)、光電傳感器和PLC控制器組成,可實(shí)現(xiàn)家禽屠宰過(guò)程中的自動(dòng)化凈膛。以光電傳感器的觸發(fā)信號(hào)作為家禽的到位信號(hào),通過(guò)PLC控制系統(tǒng)發(fā)出的高速脈沖信號(hào)控制凈膛流水線的運(yùn)動(dòng)和精確定位、機(jī)械手爪的張合以及機(jī)械臂的往復(fù)運(yùn)動(dòng);利用EM235模塊將實(shí)時(shí)采集到的機(jī)械手爪內(nèi)壁壓力傳感器上的壓力信號(hào)傳輸?shù)絇LC中,一旦壓力值達(dá)到壓力閾值8.22N時(shí),機(jī)械手爪即反轉(zhuǎn)一定角度后再掏膛,從而降低內(nèi)臟破損率。試驗(yàn)結(jié)果表明:?jiǎn)蝹€(gè)機(jī)械手的凈膛效率約為100只/h;平均凈膛率為86.95%,內(nèi)臟平均破損率為20%。該系統(tǒng)能夠?qū)崿F(xiàn)智能化地低內(nèi)臟破損率家禽凈膛,且性能穩(wěn)定,操作簡(jiǎn)單。
關(guān)鍵詞:控制系統(tǒng)分析;智能控制;壓力傳感器;家禽凈膛;流水線;PLC
引言
在中國(guó),禽肉類(lèi)產(chǎn)品深受居民的喜愛(ài),其消費(fèi)量占總?cè)忸?lèi)消費(fèi)量的25%以上。中國(guó)家禽業(yè)經(jīng)過(guò)數(shù)十年的發(fā)展,已逐漸由傳統(tǒng)的農(nóng)戶散養(yǎng)、活禽交易模式過(guò)渡到規(guī)?;B(yǎng)殖、集中定點(diǎn)屠宰模式。這種轉(zhuǎn)變既能降低家禽食品安全隱患,為市場(chǎng)提供高質(zhì)量產(chǎn)品,也有利于集中監(jiān)管,從而保障家禽業(yè)健康持續(xù)的發(fā)展。但與此同時(shí)這也對(duì)中國(guó)家禽屠宰加工提出了更高的要求,家禽屠宰取內(nèi)臟作業(yè)作為家禽屠宰生產(chǎn)線中一道關(guān)鍵的工序,也是目前中國(guó)家禽屠宰加工生產(chǎn)過(guò)程中實(shí)現(xiàn)自動(dòng)化與機(jī)械化程度最低的工序之一。國(guó)外早在20世紀(jì)初就開(kāi)始進(jìn)行家禽屠宰加工裝備的研究,經(jīng)過(guò)一個(gè)世紀(jì)的發(fā)展,自動(dòng)掏膛技術(shù)在國(guó)外已經(jīng)日漸完善,并逐漸應(yīng)用于禽類(lèi)的屠宰加工生產(chǎn)中,取代了人工作業(yè)。而中國(guó)由于起步較晚,屠宰加工取內(nèi)臟作業(yè)還處于研究階段,目前仍依靠人工輔助流水線完成,效率低、工作環(huán)境差且人工成本高。僅有少數(shù)企業(yè)從國(guó)外引進(jìn)成套設(shè)備,投資大,設(shè)備維護(hù)昂貴,且由于國(guó)內(nèi)外對(duì)家禽內(nèi)臟飲食習(xí)慣的差異,進(jìn)口的掏膛設(shè)備并不能完全適用于國(guó)內(nèi)家禽屠宰加工當(dāng)中。因此,隨著家禽規(guī)?;B(yǎng)殖技術(shù)的普及,中國(guó)家禽屠宰加工裝備亟需形成相應(yīng)規(guī)?;漠a(chǎn)業(yè)鏈。
規(guī)?;B(yǎng)殖為家禽提供了標(biāo)準(zhǔn)的飼養(yǎng)模式,使得同一批次同一品種的禽體長(zhǎng)成后的大小基本均勻一致,這為家禽自動(dòng)掏膛作業(yè)提供了有利的條件。挖取式、扒取式和夾取式這3種是目前研究較多的應(yīng)用于家禽屠宰掏膛中的機(jī)械手。本文提出并設(shè)計(jì)了一種全自動(dòng)的智能家禽凈膛流水線控制系統(tǒng),以PLC為控制器,以光電傳感器的觸發(fā)信號(hào)作為家禽到達(dá)指定凈膛位置的到位信號(hào),以壓力傳感器構(gòu)成觸覺(jué)感知系統(tǒng),根據(jù)家禽內(nèi)臟大小,實(shí)時(shí)控制凈膛力度,降低凈膛過(guò)程中內(nèi)臟的破損率,從而達(dá)到智能化自動(dòng)掏取家禽內(nèi)臟作業(yè)的目的。
1 流水線及控制系統(tǒng)硬件設(shè)計(jì)
1.1 系統(tǒng)結(jié)構(gòu)與組成
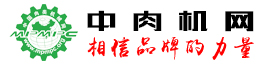
凈膛流水線系統(tǒng)整體如圖1所示。該系統(tǒng)包括家禽凈膛流水線裝置、試驗(yàn)臺(tái)、機(jī)械臂、機(jī)械手爪、觸覺(jué)系統(tǒng)、光電傳感器以及由計(jì)算機(jī)和PLC組成的控制系統(tǒng)。其中觸覺(jué)系統(tǒng)由安裝在機(jī)械手指內(nèi)壁的壓力傳感器及相應(yīng)的采集電路組成。
上位機(jī)通過(guò)USB轉(zhuǎn)RS485通信電纜將相應(yīng)控制指令發(fā)送給PLC,PLC根據(jù)接收到的指令控制各機(jī)械結(jié)構(gòu)的既定運(yùn)動(dòng),完成對(duì)流水線的精確運(yùn)動(dòng)控制,機(jī)械臂、機(jī)械手爪的凈膛動(dòng)作控制,并在凈膛過(guò)程中實(shí)時(shí)采集凈膛壓力值,控制凈膛力度,實(shí)現(xiàn)家禽凈膛的自動(dòng)化。
1.2 凈膛裝置機(jī)械部分結(jié)構(gòu)設(shè)計(jì)
1.2.1 家禽凈膛流水線的設(shè)計(jì)
凈膛流水線整體設(shè)計(jì)為環(huán)型,由支架支撐,傳動(dòng)方式為同步帶傳送,由步進(jìn)電機(jī)、減速機(jī)、直線導(dǎo)軌、圓弧導(dǎo)軌、底板、同步帶主動(dòng)輪、同步帶從動(dòng)輪、同步帶、滑臺(tái)、家禽固定裝置和支架組成。步進(jìn)電機(jī)的輸出軸與減速機(jī)固定通過(guò)聯(lián)軸器與同步帶主動(dòng)輪連接,直線導(dǎo)軌和圓弧導(dǎo)軌拼接后通過(guò)螺栓固定在環(huán)形底板,滑臺(tái)與同步帶之間通過(guò)卡槽固定,家禽固定裝置與滑臺(tái)之間通過(guò)螺栓連接。整體結(jié)構(gòu)圖如圖2所示。
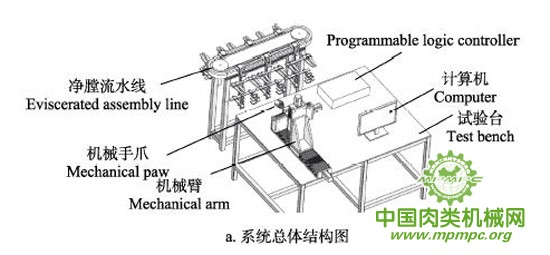
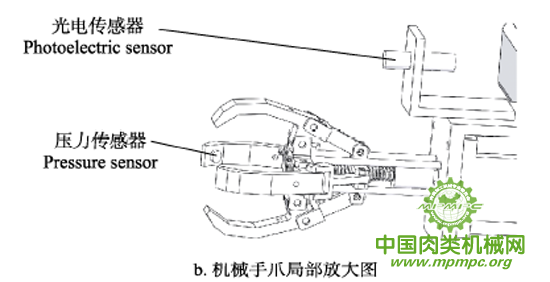
圖1 家禽凈膛流水線系統(tǒng)裝置圖
1. 直線導(dǎo)軌 2. 圓弧導(dǎo)軌 3. 同步帶從動(dòng)輪 4. 同步帶 5. 滑臺(tái) 6. 家禽固定裝置 7. 底板 8. 同步帶主動(dòng)輪 9. 減速機(jī) 10. 步進(jìn)電機(jī) 11.支架
圖2 家禽凈膛流水線結(jié)構(gòu)示意圖
圖2 家禽凈膛流水線結(jié)構(gòu)示意圖
凈膛流水線圓弧導(dǎo)軌直徑為400mm,主動(dòng)輪與從動(dòng)輪中心距為800mm,考慮到家禽的體型,流水線上等間距設(shè)計(jì)了6個(gè)滑臺(tái)(每2個(gè)滑臺(tái)間距為476mm)。同步帶設(shè)計(jì)為雙面齒同步帶,一面與帶輪上的齒嚙合,一面與滑臺(tái)嚙合,家禽采用倒掛的方式固定在家禽固定裝置上。系統(tǒng)啟動(dòng)后,凈膛流水線同步帶帶齒與帶輪的齒槽相嚙合傳遞動(dòng)力,帶動(dòng)滑臺(tái)在導(dǎo)軌上運(yùn)行,使得家禽也能隨之在環(huán)型導(dǎo)軌上運(yùn)動(dòng),形成流水線。
1.2.2 凈膛機(jī)械手的設(shè)計(jì)
系統(tǒng)的機(jī)械臂與機(jī)械手爪共同構(gòu)成家禽的凈膛機(jī)械手裝置。機(jī)械臂設(shè)計(jì)為三維空間下直角坐標(biāo)型機(jī)械臂,運(yùn)動(dòng)軌跡為空間直角坐標(biāo)系下X軸、Y軸、Z軸方向上的直線運(yùn)動(dòng),各軸運(yùn)動(dòng)最大行程分別為300、600、400mm;凈膛機(jī)械手爪設(shè)計(jì)為對(duì)稱(chēng)結(jié)構(gòu),4根機(jī)械手指兩兩對(duì)稱(chēng),形成一定的包容空間。凈膛機(jī)械手的結(jié)構(gòu)示意圖如圖3所示。
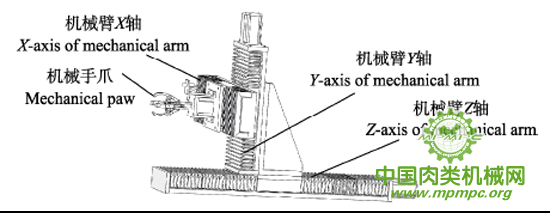
圖3 機(jī)械手爪和機(jī)械臂結(jié)構(gòu)圖
機(jī)械手爪通過(guò)螺栓固定后安裝在機(jī)械臂X軸方向的滑臺(tái)上,設(shè)置好機(jī)械臂各軸以及機(jī)械手爪的行程參數(shù)和初始位置。系統(tǒng)工作時(shí),機(jī)械臂Y軸帶動(dòng)機(jī)械手爪前后運(yùn)動(dòng),機(jī)械手爪通過(guò)機(jī)械手指張開(kāi)或抓緊,實(shí)現(xiàn)家禽凈膛。
1.2.3 步進(jìn)電機(jī)與驅(qū)動(dòng)器
根據(jù)系統(tǒng)中各凈膛機(jī)械裝置的負(fù)載需求,在節(jié)約成本的前提下選取符合要求的步進(jìn)電機(jī)??紤]到系統(tǒng)中各步進(jìn)電機(jī)的相數(shù)、額定轉(zhuǎn)矩、控制精度等要求,選擇型號(hào)為信捷DP508系列驅(qū)動(dòng)器來(lái)驅(qū)動(dòng)系統(tǒng)各步進(jìn)電機(jī)的運(yùn)動(dòng)。系統(tǒng)中各電機(jī)具體型號(hào)及相應(yīng)參數(shù)如表1所示。
表1 步進(jìn)電機(jī)主要技術(shù)參數(shù)
| 對(duì)象 | 主要參數(shù) Main parameters | ||
| 步進(jìn)電機(jī)型號(hào) | 步距角 /(°) |
額定轉(zhuǎn)矩 /(N·m) |
|
| 機(jī)械臂Y軸 | 57HBP112AL4 | 1.8 | 2.4 |
| 機(jī)械手爪 | 57HS5630A4 | 1.8 | 1.2 |
| 凈膛流水線 | 86HBP150AL-TK0 | 1.8 | 12 |
另外,凈膛流水線和步進(jìn)電機(jī)間選用型號(hào)為PX86N024S0的行星減速機(jī),傳動(dòng)比為24:1,用來(lái)匹配轉(zhuǎn)速和傳遞轉(zhuǎn)矩。
1.3 觸覺(jué)控制系統(tǒng)設(shè)計(jì)
機(jī)械手爪的4根手指為上下左右對(duì)稱(chēng)式分布,其中上下2根手指在抓取內(nèi)臟時(shí)由于受到重力因素的影響,測(cè)得的壓力與實(shí)際的壓力值會(huì)有差異。因此只將壓力傳感器安裝在機(jī)械手爪的左右2只手指內(nèi)壁,凈膛時(shí),一旦左右2根手指中任意1個(gè)壓力傳感器測(cè)得的壓力值達(dá)到設(shè)定的壓力閾值,機(jī)械手會(huì)立即停止抓緊。本系統(tǒng)選取RFP系列薄膜壓力傳感器及相應(yīng)的轉(zhuǎn)換模塊,額定電壓為5V,量程為0~2kg。
實(shí)驗(yàn)室環(huán)境下對(duì)傳感器進(jìn)行標(biāo)定,分別將2個(gè)壓力傳感器的標(biāo)定數(shù)據(jù)繪制成電壓-壓力圖并進(jìn)行擬合,圖4為標(biāo)定后測(cè)得的電壓-壓力擬合曲線圖,圖中實(shí)線和虛線分別代表各傳感器電壓-壓力的實(shí)際對(duì)應(yīng)曲線和擬合后的對(duì)應(yīng)曲線,擬合的多項(xiàng)式公式也如圖中所示。
1.4 PLC控制系統(tǒng)選型
PLC在整個(gè)家禽凈膛流水線系統(tǒng)中起到核心控制作用。本系統(tǒng)選用西門(mén)子S7-200系列PLC(CPU226DC/DC/DC)作為控制器,再加上模擬量輸入/輸出擴(kuò)展模塊(EM235)、定位模塊(EM253)共同構(gòu)成控制及壓力采集系統(tǒng)的硬件裝置。PLC與各模塊間通過(guò)自帶的專(zhuān)用擴(kuò)展電纜線連接??刂葡到y(tǒng)與外部設(shè)備電路接線示意圖如圖5所示。

圖4 壓力傳感器電壓-壓力擬合曲線
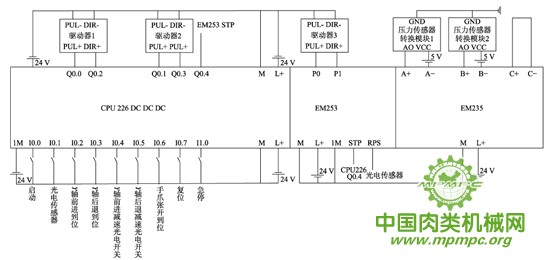
圖5 系統(tǒng)電路接線示意圖
1.5 光電傳感器選型及安裝
光電傳感器的發(fā)光器可以發(fā)出光束,當(dāng)家禽通過(guò)并擋住光束時(shí),會(huì)有部分光反射到接收器。此時(shí)光電傳感器會(huì)輸出高電平,PLC接收到上升沿后控制系統(tǒng)的下一步動(dòng)作。本系統(tǒng)選用鑫社電氣M18漫反射型光電傳感器,光電傳感器與主電路接線如圖6所示。
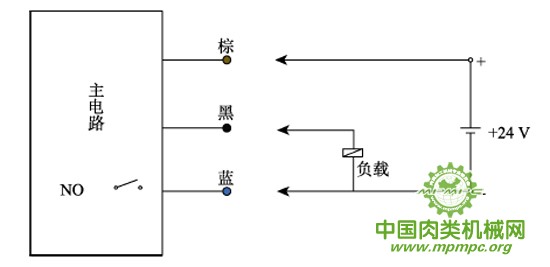
圖6 光電傳感器接線圖
經(jīng)過(guò)反復(fù)調(diào)試發(fā)現(xiàn),當(dāng)機(jī)械手爪的中心與流水線上夾具中心的連線垂直于豎直作業(yè)面時(shí),最有利于機(jī)械手深入家禽腹腔凈膛作業(yè),系統(tǒng)將此位置定義為流水線的標(biāo)準(zhǔn)凈膛位置。因此試驗(yàn)前,調(diào)整好光電傳感器位置,并通過(guò)EM253模塊與光電傳感器配合確保每次凈膛時(shí),流水線都能停在標(biāo)準(zhǔn)凈膛位置處。
2 控制系統(tǒng)軟件設(shè)計(jì)
控制系統(tǒng)軟件設(shè)計(jì)主要包括人機(jī)交互界面程序設(shè)計(jì)和控制器PLC的程序設(shè)計(jì)。系統(tǒng)工作流程如圖7所示。上位機(jī)發(fā)出一個(gè)啟動(dòng)命令給控制器PLC,系統(tǒng)啟動(dòng)后,家禽凈膛流水線開(kāi)始工作并輸送家禽。當(dāng)檢測(cè)到光電傳感器觸發(fā)信號(hào)上升沿時(shí),流水線會(huì)立即減速至低速運(yùn)行,檢測(cè)到光電傳感器信號(hào)下降沿后,表明家禽已被輸送至指定凈膛位置;PLC接收信號(hào)后,流水線即暫停運(yùn)動(dòng)。同時(shí)機(jī)械臂Y軸從原點(diǎn)前進(jìn),當(dāng)前進(jìn)至接近家禽內(nèi)臟時(shí),Y軸減速直至到達(dá)家禽內(nèi)臟處后停止運(yùn)動(dòng);隨后機(jī)械手爪開(kāi)始抓取內(nèi)臟,凈膛過(guò)程中安裝在機(jī)械手爪末端的壓力傳感器實(shí)時(shí)監(jiān)測(cè)機(jī)械手爪對(duì)內(nèi)臟施加的壓力。當(dāng)壓力值到達(dá)預(yù)設(shè)壓力閾值時(shí),機(jī)械手爪張開(kāi)適當(dāng)角度,以減少內(nèi)臟的破損;若壓力值始終小于壓力閾值,機(jī)械手爪會(huì)執(zhí)行完初始設(shè)定步數(shù),然后機(jī)械臂后退并掏出內(nèi)臟。機(jī)械臂Y軸接近原點(diǎn)時(shí)會(huì)減速直至回到原點(diǎn)位置;此時(shí)機(jī)械手爪張開(kāi)使內(nèi)臟脫落,同時(shí)給PLC發(fā)出一個(gè)信號(hào),使流水線重新啟動(dòng),重復(fù)這一凈膛流程,從而實(shí)現(xiàn)家禽凈膛的全自動(dòng)化過(guò)程。
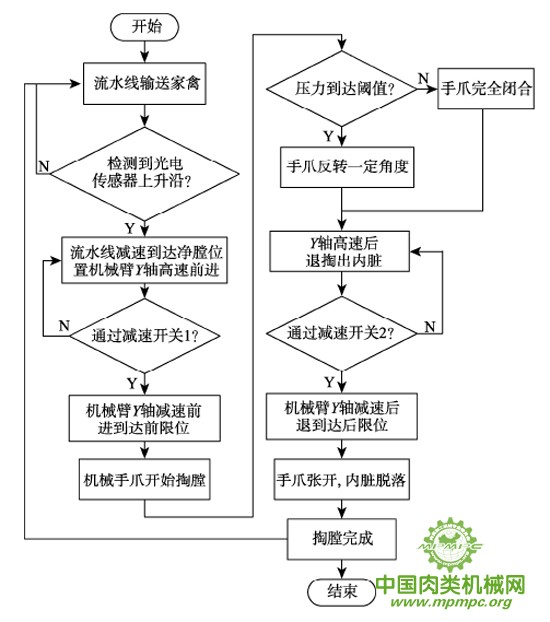
圖7 系統(tǒng)流程圖
2.1 PLC控制程序設(shè)計(jì)
PLC程序是在STEP7-Micro/WINV4.0編程軟件中通過(guò)梯形圖進(jìn)行開(kāi)發(fā)??刂葡到y(tǒng)程序根據(jù)功能可分為機(jī)械手爪及機(jī)械臂控制模塊、凈膛流水線控制模塊以及壓力采集模塊,由控制系統(tǒng)設(shè)計(jì)需要,PLC的I/O口分配如下表2所示。
表2 輸入輸出分配
| 模塊 | 輸入端 | 信號(hào)名稱(chēng) | 輸出端 | 控制目標(biāo) |
| CPU226 | I0.0 | 外部啟動(dòng)開(kāi)關(guān) | ||
| I0.1 | 光電傳感器 | Q0.0 | Y軸電機(jī)脈沖輸出 | |
| I0.2~I(xiàn)0.3 | Y軸到位開(kāi)關(guān) | Q0.1 | 手爪電機(jī)脈沖輸出 | |
| I0.4~I(xiàn)0.5 | 減速開(kāi)關(guān) | Q0.2 | Y軸電機(jī)方向輸出 | |
| I0.6 | 手爪到位開(kāi)關(guān) | Q0.3 | 手爪電機(jī)方向輸出 | |
| I0.7 | 外部復(fù)位開(kāi)關(guān) | Q0.4 | EM253模塊STP | |
| I1.0 | 外部急停開(kāi)關(guān) | |||
| EM253 | STP | 流水線急停 | P0 | 流水線電機(jī)脈沖輸出 |
| RPS | 凈膛位置參考點(diǎn) | P1 | 流水線電機(jī)方向輸出 |
2.1.1 機(jī)械手爪及機(jī)械臂控制模塊
S7-200系列PLC有2個(gè)高速脈沖發(fā)生器,執(zhí)行脈沖輸出指令(PLS指令)時(shí)可輸出高速脈沖串(PTO),實(shí)現(xiàn)對(duì)機(jī)械臂Y軸以及機(jī)械手爪的運(yùn)動(dòng)控制。機(jī)械手爪和機(jī)械臂Y軸上分別安裝有手爪張開(kāi)到位、前后限位開(kāi)關(guān),規(guī)定了系統(tǒng)的工作原點(diǎn),其中機(jī)械臂Y軸靠近前、后限位開(kāi)關(guān)處還分別安裝有2個(gè)減速開(kāi)關(guān),控制機(jī)械臂接近停止位置時(shí)的速度,實(shí)現(xiàn)機(jī)械臂的軟停止,保護(hù)限位開(kāi)關(guān)。機(jī)械臂Y軸凈膛時(shí)的運(yùn)動(dòng)軌跡如圖8所示。
注:v 為家禽傳輸速度,t 為家禽傳輸時(shí)間。
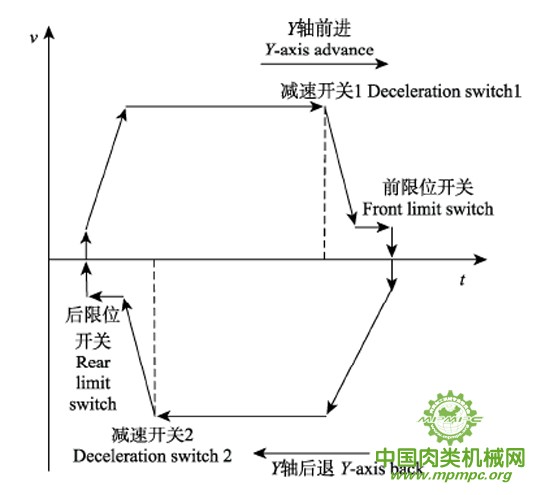
圖8 機(jī)械臂Y 軸運(yùn)動(dòng)軌跡
2.1.2 凈膛流水線控制模塊
凈膛流水線的運(yùn)動(dòng)由西門(mén)子定位模塊EM253控制完成。將家禽的標(biāo)準(zhǔn)凈膛位置在系統(tǒng)中設(shè)置為參考點(diǎn),調(diào)用“POSx_RSEEK”子程序,檢測(cè)到光電傳感器輸出上升沿時(shí),流水線會(huì)立即由高速降到設(shè)置的低速運(yùn)行,當(dāng)光電傳感器輸出下降沿時(shí),尋找參考點(diǎn)結(jié)束,流水線停在凈膛位置。EM253的尋參功能可以提高系統(tǒng)凈膛時(shí)的定位精度。尋找參考點(diǎn)軌跡如圖9所示。

圖9 尋找參考點(diǎn)運(yùn)動(dòng)軌跡
2.1.3 壓力采集模塊
系統(tǒng)用EM235模塊的2路輸入通道(AIW0和AIW2)分別連接2個(gè)壓力轉(zhuǎn)換模塊,用來(lái)采集機(jī)械手爪左右2根手指上的電壓信號(hào)。以其中一路AIW0為例,壓力傳感器量程為0~2kg,輸出的電壓范圍為0~5V,經(jīng)A/D轉(zhuǎn)換后,數(shù)值范圍為0~32000,呈線性關(guān)系,可見(jiàn)每伏特對(duì)應(yīng)的A/D值為32000/5=6400。因此,當(dāng)數(shù)字量為D時(shí),假設(shè)壓力為V,那么AIW0的數(shù)值轉(zhuǎn)換為實(shí)際電壓值的計(jì)算公式為
V=D/6400 (1)
又根據(jù)圖4中壓力傳感器的電壓-壓力擬合公式,可以計(jì)算出機(jī)械手爪對(duì)家禽內(nèi)臟實(shí)際的壓力值,并在程序中實(shí)時(shí)監(jiān)控。
2.2 人機(jī)交互界面設(shè)計(jì)
VS2013(Microsoft Visual Studio 2013)是Windows環(huán)境下廣泛采用的軟件開(kāi)發(fā)平臺(tái),系統(tǒng)的家禽自動(dòng)凈膛軟件使用VS2013基于MFC(Microsoft Foundation Class)開(kāi)發(fā)。主界面如圖10所示,主要有3部分組成,分別是通訊調(diào)試、手動(dòng)模式、自動(dòng)模式。通訊調(diào)試模塊存在兩個(gè)文本編輯框,分別是“發(fā)送輸入”和“接受顯示”,點(diǎn)擊“發(fā)送”時(shí),可以將“發(fā)送輸入”文本框的內(nèi)容發(fā)送給PLC,通訊模塊主要用于與PLC程序聯(lián)合進(jìn)行調(diào)試使用。手動(dòng)模式則分為3部分,分別是“Y軸前進(jìn)”、“Y軸后退”,“手爪夾緊”、“手爪張開(kāi)”,“流水線正轉(zhuǎn)”、“流水線反轉(zhuǎn)”,自動(dòng)模式則是通過(guò)3個(gè)按鈕來(lái)實(shí)現(xiàn),分別是“自動(dòng)啟動(dòng)”、“急停”、“復(fù)位”,其中急停按鈕也可以作為手動(dòng)模式的停止按鈕。上位機(jī)通過(guò)通信將指令發(fā)送給PLC,PLC接收到相應(yīng)的指令后,會(huì)完成相應(yīng)的運(yùn)動(dòng)軌跡。
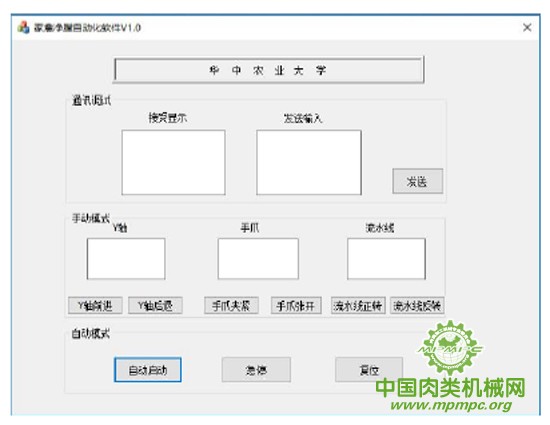
圖10 人機(jī)交互界面設(shè)計(jì)
3 系統(tǒng)測(cè)試及試驗(yàn)設(shè)計(jì)
3.1 試驗(yàn)材料
試驗(yàn)材料選取農(nóng)貿(mào)市場(chǎng)宰殺的新鮮肉雞,試驗(yàn)前,購(gòu)買(mǎi)60只肉雞,在經(jīng)過(guò)浸燙、去毛、放血等處理步驟后并完整保留內(nèi)臟,肉雞的質(zhì)量大多分布在1.20kg~1.70kg之間,將60只肉雞隨機(jī)分為3組,每組各20只,分別命名為A組、B組、C組。
3.2 試驗(yàn)測(cè)試指標(biāo)
試驗(yàn)所考察的指標(biāo)主要為家禽的凈膛率和掏出內(nèi)臟的破損率。其中凈膛率R公式如下:

式中M為掏出內(nèi)臟的質(zhì)量,g;m為殘留在家禽腹腔中的內(nèi)臟質(zhì)量,g。
而由于肝臟質(zhì)地脆弱,且其附在內(nèi)臟表面,凈膛時(shí)與機(jī)械手接觸面積最大。因此本試驗(yàn)將肝臟是否破損作為衡量掏出內(nèi)臟破損的指標(biāo)。掏出內(nèi)臟中肝臟出現(xiàn)破裂或表面有裂痕記為1,肝臟完整且無(wú)裂痕則記為0。
3.3 家禽流水線自動(dòng)凈膛試驗(yàn)
3.3.1 壓力閥值的確定
為了不破壞內(nèi)臟的可食用性,需保證家禽凈膛率的同時(shí)降低凈膛過(guò)程中內(nèi)臟的破損率。系統(tǒng)以A組為本試驗(yàn)對(duì)象,測(cè)量?jī)籼艜r(shí)機(jī)械手從原始張開(kāi)狀態(tài)到最大程度抓緊時(shí),安裝在機(jī)械手內(nèi)壁的2個(gè)壓力傳感器中的最大值。對(duì)測(cè)得的20組壓力值取平均值,確定為本試驗(yàn)的凈膛壓力閾值Fx。如表3所示,最終壓力閾值Fx確定為8.22N。
3.3.2 家禽凈膛試驗(yàn)設(shè)計(jì)
以B組和C組為試驗(yàn)對(duì)象。將壓力閾值在系統(tǒng)中設(shè)置為8.22N。C組作為對(duì)照組,在手動(dòng)模式下調(diào)整好家禽的凈膛位置使之處于標(biāo)準(zhǔn)凈膛位置處后,使流水線處于靜止?fàn)顟B(tài)下試驗(yàn)。而B(niǎo)組在系統(tǒng)程序自動(dòng)模式下進(jìn)行,設(shè)單個(gè)機(jī)械手的凈膛效率為η(只/h),則

表3 測(cè)定壓力閾值試驗(yàn)
| 指標(biāo) |
試驗(yàn)對(duì)象 |
壓力閥值 | |||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | ||
| 質(zhì)量 /kg |
1.41 | 1.28 | 1.40 | 1.23 | 1.37 | 1.62 | 1.48 | 1.66 | 1.35 | 1.62 | 1.50 | 1.29 | 1.39 | 1.53 | 1.45 | 1.37 | 1.51 | 1.48 | 1.42 | 1.57 | |
| 壓力值 /N |
8.07 | 7.13 | 7.53 | 7.06 | 7.67 | 9.57 | 8.21 | 9.65 | 7.43 | 9.54 | 9.01 | 7.35 | 7.71 | 8.77 | 8.14 | 7.61 | 8.89 | 8.24 | 7.95 | 8.92 | 8.22 |
式中t1為機(jī)械手對(duì)單只家禽的凈膛時(shí)間,約為30s/只(不同內(nèi)臟質(zhì)量的家禽,凈膛時(shí)間略有差異);l為2個(gè)滑臺(tái)的間距;v為家禽的傳輸速度,根據(jù)系統(tǒng)實(shí)際負(fù)載與穩(wěn)定運(yùn)行的需求,將v設(shè)定為105mm/s,此時(shí)系統(tǒng)的凈膛效率約為100只h。
試驗(yàn)時(shí),分別測(cè)定B組和C組中每只試驗(yàn)家禽的凈膛率,并對(duì)所得的20組凈膛率數(shù)據(jù)取平均值,記為平均凈膛率;統(tǒng)計(jì)B組和C組凈膛過(guò)程中試驗(yàn)家禽的肝臟破損情況,將肝臟破損出現(xiàn)的次數(shù)占20組數(shù)據(jù)中的比例記為內(nèi)臟的破損率。對(duì)比B組和C組中各試驗(yàn)指標(biāo),考察流水線的運(yùn)行是否對(duì)家禽的凈膛效果以及內(nèi)臟的破損率有影響。
3.4 試驗(yàn)結(jié)果與分析
流水線電機(jī)在運(yùn)行狀態(tài)下,B組平均凈膛率為86.95%,經(jīng)過(guò)統(tǒng)計(jì),B組試驗(yàn)對(duì)象中,有4組肝臟出現(xiàn)破損,破損率為20%。具體數(shù)據(jù)如表4所示。
表4 流水線運(yùn)行狀態(tài)下凈膛試驗(yàn)
| 對(duì)象 | 序號(hào) | 質(zhì)量 /kg |
掏出內(nèi)臟質(zhì)量 /g |
殘留內(nèi)臟質(zhì)量/g | 內(nèi)臟有無(wú)破損 | 凈膛率 /% |
| B組 | 1 | 1.42 | 138.94 | 19.70 | 0 | 87.58 |
| 2 | 1.39 | 140.43 | 20.93 | 0 | 87.03 | |
| 3 | 1.37 | 135.70 | 21.85 | 0 | 86.13 | |
| 4 | 1.49 | 152.13 | 14.55 | 1 | 91.27 | |
| 5 | 1.33 | 129.44 | 25.12 | 0 | 83.75 | |
| 6 | 1.45 | 147.81 | 17.88 | 1 | 89.21 | |
| 7 | 1.48 | 143.18 | 18.11 | 0 | 88.77 | |
| 8 | 1.36 | 136.67 | 22.36 | 0 | 85.94 | |
| 9 | 1.40 | 138.38 | 17.54 | 0 | 88.75 | |
| 10 | 1.38 | 137.51 | 22.14 | 0 | 86.13 | |
| 11 | 1.54 | 131.93 | 21.98 | 0 | 85.72 | |
| 12 | 1.51 | 138.87 | 20.77 | 0 | 86.99 | |
| 13 | 1.28 | 125.61 | 19.22 | 0 | 86.73 | |
| 14 | 1.64 | 199.87 | 40.93 | 1 | 83.00 | |
| 15 | 1.25 | 128.17 | 21.88 | 0 | 85.42 | |
| 16 | 1.59 | 155.82 | 26.72 | 1 | 85.36 | |
| 17 | 1.42 | 141.28 | 19.84 | 0 | 87.67 | |
| 18 | 1.38 | 125.44 | 18.35 | 0 | 87.24 | |
| 19 | 1.45 | 144.53 | 18.19 | 0 | 88.82 | |
| 20 | 1.53 | 144.33 | 20.61 | 0 | 87.50 | |
| 平均凈膛率 | 86.95 | |||||
注:表中0表示內(nèi)臟無(wú)破損,1表示內(nèi)臟有破損,下同。
如下表5所示,在流水線靜止?fàn)顟B(tài)下對(duì)C組家禽進(jìn)行凈膛試驗(yàn),試驗(yàn)可得平均凈膛率為88.09%,且掏出內(nèi)臟中沒(méi)有出現(xiàn)肝臟破損情況。
試驗(yàn)結(jié)果表明:就凈膛率而言,與靜態(tài)凈膛相比,流水線運(yùn)行時(shí)的動(dòng)態(tài)凈膛率僅降低了1.14個(gè)百分點(diǎn),對(duì)凈膛效果影響不大;就破損率而言,動(dòng)態(tài)凈膛時(shí)內(nèi)臟破損情況出現(xiàn)4次,高于流水線靜止?fàn)顟B(tài)下凈膛試驗(yàn)中的0次。這說(shuō)明流水線的運(yùn)轉(zhuǎn)對(duì)內(nèi)臟的破損率有一定的影響。這是因?yàn)椋?)凈膛時(shí),不能根據(jù)禽體內(nèi)臟的大小進(jìn)行自動(dòng)調(diào)整;2)流水線在運(yùn)轉(zhuǎn)過(guò)程中不是絕對(duì)平穩(wěn);3)家禽在傳輸時(shí)內(nèi)臟會(huì)發(fā)生輕微移位,尤其是肝臟,附著在內(nèi)臟表面,更易在傳輸時(shí)受到擾動(dòng)發(fā)生位置偏移,所以凈膛時(shí)偏離了設(shè)定的凈膛位置而出現(xiàn)內(nèi)臟破損情況。
表5 流水線靜止?fàn)顟B(tài)下凈膛試驗(yàn)
| 對(duì)象 | 序號(hào) | 質(zhì)量 /kg |
掏出內(nèi)臟質(zhì)量/g | 殘留內(nèi)臟質(zhì)量/g | 內(nèi)臟有無(wú)破損 | 凈膛率 /% |
| 1 | 1.39 | 141.62 | 19.73 | 0 | 87.77 | |
| 2 | 1.40 | 143.48 | 19.07 | 0 | 88.27 | |
| 3 | 1.47 | 150.21 | 22.09 | 0 | 87.18 | |
| 4 | 1.34 | 130.40 | 22.94 | 0 | 85.04 | |
| 5 | 1.44 | 140.81 | 18.86 | 0 | 88.19 | |
| 6 | 1.47 | 137.53 | 16.36 | 0 | 89.37 | |
| 7 | 1.38 | 142.73 | 17.42 | 0 | 89.12 | |
| 8 | 1.31 | 133.86 | 22.85 | 0 | 85.42 | |
| 9 | 1.52 | 163.96 | 10.73 | 0 | 93.86 | |
| 10 | 1.36 | 137.51 | 19.05 | 0 | 87.83 | |
| 11 | 1.51 | 148.34 | 27.09 | 0 | 84.56 | |
| 12 | 1.66 | 170.44 | 19.76 | 0 | 89.61 | |
| 13 | 1.40 | 140.77 | 18.55 | 0 | 88.36 | |
| 14 | 1.58 | 156.21 | 21.46 | 0 | 87.92 | |
| 15 | 1.37 | 135.24 | 16.44 | 0 | 89.16 | |
| 16 | 1.39 | 130.49 | 24.79 | 0 | 84.03 | |
| 17 | 1.26 | 124.32 | 17.25 | 0 | 87.81 | |
| 18 | 1.29 | 126.83 | 16.61 | 0 | 88.42 | |
| 19 | 1.46 | 138.53 | 10.86 | 0 | 92.73 | |
| 20 | 1.47 | 147.48 | 21.85 | 0 | 87.10 | |
| 平均凈膛率/% | 88.09 | |||||
4 結(jié)論
該系統(tǒng)以PLC為核心控制器,以光電傳感器的觸發(fā)信號(hào)作為家禽的到位信號(hào),以壓力傳感器作為觸覺(jué)系統(tǒng),并以基于MFC開(kāi)發(fā)的人機(jī)交互界面作為控制界面,設(shè)計(jì)了一套小型智能化家禽低內(nèi)臟破損率凈膛流水線系統(tǒng)。在夾取式機(jī)械手的基礎(chǔ)上,對(duì)凈膛流水線的機(jī)械結(jié)構(gòu)進(jìn)行了設(shè)計(jì),并實(shí)現(xiàn)了系統(tǒng)的整體控制,且結(jié)構(gòu)合理,運(yùn)行穩(wěn)定,操作方便。試驗(yàn)結(jié)果表明,家禽凈膛流水線穩(wěn)定工作時(shí),單個(gè)機(jī)械手的凈膛效率約為100只/h,家禽的整體凈膛率為86.95%,整體破損率為20%,與靜態(tài)凈膛試驗(yàn)相比,凈膛率差別不大,但破損率有所上升,總體符合預(yù)期設(shè)計(jì)要求。
后續(xù)研究中,可以測(cè)試家禽的肝臟在凈膛過(guò)程中的應(yīng)力—應(yīng)變結(jié)果,根據(jù)結(jié)果進(jìn)一步調(diào)整機(jī)械手凈膛動(dòng)作,以期達(dá)到更好的凈膛效果和提高凈膛效率。

裝備應(yīng)用")

